Oznakowywanie metalu


Krótki opis:
Tłoczenie metali polega na użyciu stempla i matrycy w celu odkształcenia lub złamania stali nierdzewnej, żelaza, aluminium, miedzi i innych płyt oraz materiałów obcych w celu uzyskania określonego kształtu i rozmiaru procesu.
Proces tłoczenia można podzielić na proces separacji i proces formowania (w tym gięcie, ciągnienie i formowanie). Proces separacji polega na oddzieleniu części tłoczonej i półwyrobu wzdłuż określonej linii konturu w procesie tłoczenia, a jakość oddzielonej sekcji części tłoczonej musi spełniać określone wymagania; proces formowania polega na wykonaniu odkształcenia plastycznego wytłoczki pod warunkiem braku uszkodzeń i przekształceniu go w wymagany kształt produktu gotowego, a także spełnienie wymagań tolerancji wymiarowej i innych aspektów.
* W zależności od temperatury tłoczenia istnieją dwa sposoby tłoczenia na zimno i tłoczenia na gorąco. Zależy to od wytrzymałości, plastyczności, grubości, stopnia odkształcenia i pojemności wyposażenia materiału, a także należy wziąć pod uwagę pierwotny stan obróbki cieplnej i ostateczny stan użytkowy materiału. 1. Tłoczenie metalu na zimno w temperaturze pokojowej, ogólnie stosowane do grubości mniejszej niż 4 mm półwyrobu. Ma zalety polegające na braku ogrzewania, braku powłoki tlenkowej, dobrej jakości powierzchni, wygodnej obsłudze i niskich kosztach. Wadą jest to, że występuje zjawisko utwardzania przez zgniot, które powoduje, że metal traci zdolność dalszej deformacji. Grubość półfabrykatu jest jednolita i nie jest wymagana żadna rysa. 2. Tłoczenie na gorąco metalu jest podgrzewane do określonego zakresu temperatur. Zaletą jest to, że może wyeliminować naprężenia wewnętrzne, uniknąć utwardzania podczas pracy, zwiększyć plastyczność materiału, zmniejszyć odporność na odkształcenia i zmniejszyć zużycie energii przez sprzęt




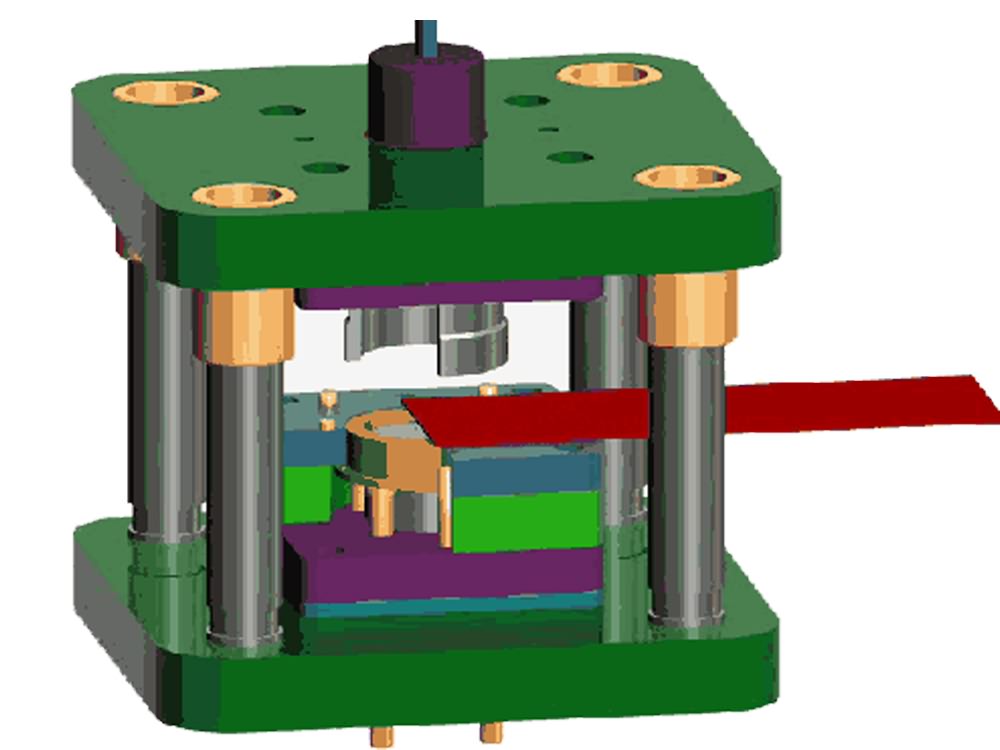
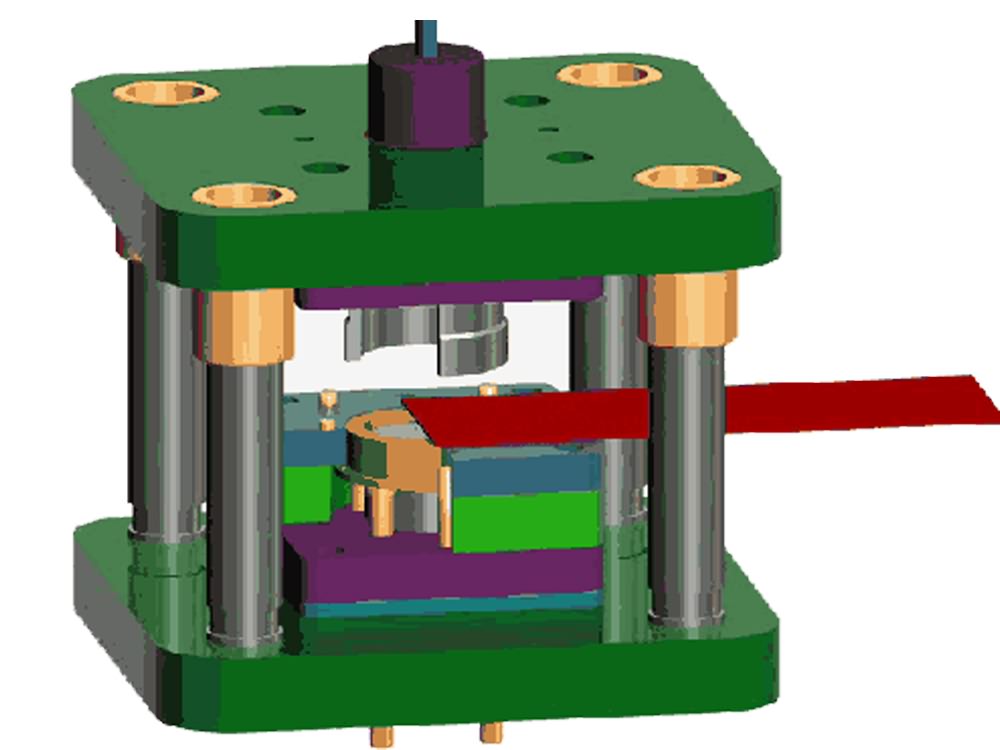
* Trzy podstawowe elementy systemu produkcji tłoczników: matryca, prasa i blacha
1. Wykrojnik Wykrojnik jest niezbędną matrycą w produkcji stempli. Istnieją trzy rodzaje matryc: prosta, ciągła i złożona.
Die Die to niezbędna matryca w produkcji stempli. Istnieją trzy rodzaje matryc: prosta, ciągła i złożona.
(1) Prosta matryca: prosta matryca to matryca, która wykonuje tylko jeden proces za jednym pociągnięciem prasy. Nadaje się do produkcji małych partii prostych elementów kształtowych.
(2) Ciągła matryca: za jednym pociągnięciem prasy matryca, która wykonuje kilka procesów tłoczenia w różnych częściach matrycy w tym samym czasie, nazywana jest matrycą ciągłą. Ciągła matryca jest odpowiednia do automatycznej produkcji o wysokiej wydajności.
(3) Matryca złożona: w jednym skoku, w tej samej części matrycy, aby ukończyć kilka procesów tłoczenia w tym samym czasie, zwaną matrycą kompozytową. Matryca złożona nadaje się do tłoczenia części z dużą wydajnością i wysoką precyzją.


2. Wykrawarka
Produkcja stempli dotyczy głównie blach. Poprzez formę może wykonywać wykrawanie, wykrawanie, formowanie, rysowanie, wykańczanie, dokładne wykrawanie, kształtowanie, nitowanie i wytłaczanie części itp., Szeroko stosowane w różnych dziedzinach. Na przykład używamy przełączników, gniazd, kubków, szafek, naczyń, obudów komputerowych, a nawet samolotów rakietowych. Jest wiele akcesoriów, które można wykonać za pomocą przebicia przez formę. Istnieje wiele rodzajów wykrawarek.
(1) Mechaniczna prasa mechaniczna Mechaniczny stempel ma stały skok, regulowaną prędkość i niską produktywność. Maksymalna prędkość 180 razy / min.
(2) Prasa hydrauliczna
Stempel hydrauliczny może regulować skok tłoczenia przez zawór hydrauliczny, aby poprawić wydajność. Najwyższa prędkość może osiągnąć 1000 razy / min. Wadami są wysokie zużycie energii, wysokie wymagania dotyczące środowiska i duże nakłady na konserwację.
(3) Wykrawarka rewolwerowa sterowana numerycznie
Używając serwomotoru do napędzania głowicy, wydajność jest wysoka, do 800 razy / min. Minimalne zużycie energii, łatwa konserwacja i mały rozmiar. Dlatego jest aktywnie stosowany.
Do zwykłego tłoczenia blach większość z nich używa mechanicznego stempla. Według różnych płynów stosowanych w prasach hydraulicznych istnieją prasy hydrauliczne i prasy hydrauliczne. Większość z nich wykorzystuje prasy hydrauliczne, podczas gdy prasy hydrauliczne są najczęściej używane do maszyn olbrzymich lub specjalnych. Ze względu na swoje wyjątkowe zalety, stempel silnika serwo jest coraz szerzej stosowany.



3. Materiały do tłoczenia Materiałem do tłoczenia części jest zwykle płyta. Materiały wybrane do projektowania produktu muszą odpowiadać właściwościom użytkowym produktu, takim jak sztywność, wytrzymałość i przewodność produktu. Z drugiej strony powinien spełniać wymagania dotyczące plastyczności, jakości powierzchni i grubości procesu tłoczenia. Projekt konstrukcyjny części tłoczonych powinien w pełni uwzględniać charakterystykę procesu tłoczenia, promień gięcia, otwór pozycjonujący, układ, głębokość rysowania itp. Powszechnie stosowanymi płytami są stal niskowęglowa, stal nierdzewna, aluminium, miedź i ich stopy o dużej plastyczności i niską odporność na odkształcenia i nadają się do tłoczenia na zimno. (1). Metale żelazne: SPCC / SPCD / spce, SECC / SECD / sece, SGCC, sgld, Sus (2). Stop aluminium: al1050p, al1100p, al5020 (3). Stop miedzi: brąz fosforowy Pb, mosiądz o wysokiej wytrzymałości HBS (4). Stop miedziowo-niklowy.
* Technologia obróbki powierzchni tłoczenia części Po wstępnym przetworzeniu i ukształtowaniu metalu należy zmodyfikować powierzchnię metalu, upiększyć powierzchnię, a następnie zmienić właściwości mechaniczne i fizyczne i chemiczne powierzchni metalu. Ten proces nazywa się obróbką powierzchni metalu. Cel obróbki powierzchni metalowych dzieli się na cztery kategorie:
(1) Piękne
(2) Ochrona
(3) Specjalne właściwości powierzchni
(4) Popraw właściwości mechaniczne, takie jak odporność na zużycie, smarowność itp.
* Rodzaj obróbki powierzchni Galwanizacja (cynk, miedź, nikiel, chrom, złoto, srebro), natryskiwanie elektrostatyczne, malowanie natryskowe, elektroforeza, sitodruk, anodowanie, czernienie, pasywacja
* Tłoczenie blach jest łatwe do osiągnięcia wysokiej wydajności produkcji dzięki mechanizacji i automatyzacji, łatwe do zrealizowania mechanizacji i automatyzacji z wysoką wydajnością produkcji; części tłoczone mają dokładny rozmiar i dobrą wymienność; powierzchnia jest gładka i gładka, zwykle bez obróbki mechanicznej. Jest szeroko stosowany w samochodach, urządzeniach elektrycznych, przyrządach, lotnictwie i innych gałęziach przemysłu wytwórczego.
Mestech zapewnia produkty i usługi w zakresie tłoczenia części metalowych. Jeśli potrzebujesz lub chcesz dowiedzieć się więcej, skontaktuj się z nami.





